 Die T-DRILL-Methode wurde in den 1970er Jahren entwickelt. Die Idee, dass Rohre und Leitungen schneller und kostengünstiger in ein Endprodukt höherer Strapazierfähigkeit und Qualität verzweigt werden könnten, war ebenso revolutionär wie einfach und war eine der wichtigsten Innovationen in diesem Feld.
Die T-DRILL-Methode wurde in den 1970er Jahren entwickelt. Die Idee, dass Rohre und Leitungen schneller und kostengünstiger in ein Endprodukt höherer Strapazierfähigkeit und Qualität verzweigt werden könnten, war ebenso revolutionär wie einfach und war eine der wichtigsten Innovationen in diesem Feld.
Da die T-Verbindung aus dem Basisrohr hergestellt wird, sind keine teuren T-Stücke erforderlich.
Statt drei Verbindungen gibt es nur Eine. Das spart Zeit und die Gesamtkosten sind deutlich niedriger. Diese Bauweise macht das Rohr stärker und bietet bessere Fließeigenschaften.
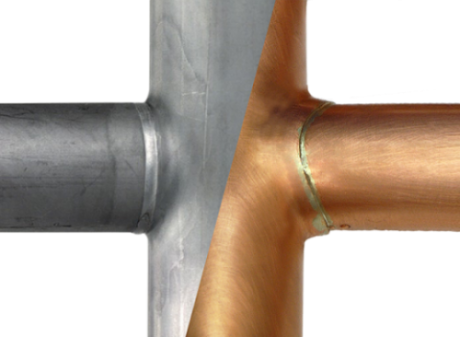
Rohrverzweigung – d.h. das Verbinden des Zweigrohrs mit dem Laufrohr, durch die Anwendung der T-DRILL Methode, nennt man auch Aushalsen. Die Verbindung kann durch Hartlöten (= Überlappungsverbindung) oder Schweißen (Schweißverbindung) abgeschlossen werden.

Prozessschritte
Für den Überlappungsprozess wird mit einem Aushalskopf ein rundes Loch in die Rohrwand gebohrt. Nachdem die Rohrwand durchgedrungen wurde, werden zwei Formstifte aus der Bohrkrone ausgefahren. Der Aushalskopf zieht sich dann automatisch aus dem Laufrohr heraus und bildet einen Kragen für das Zweigrohr.
Das Zweigrohr befindet sich innerhalb des Kragens. Schließlich wird die Verbindung durch Hartlöten vervollständigt.
Eine Lötvorrichtung, eine Wulst oder Vertiefung (Tiefenstopp) am Rohrende stellt sicher, dass das Zweigrohr nur bis zur richtigen Tiefe in das Laufrohr eindringt.
Die Kragenhöhe (d.h. die Lappdistanz) muss das Dreifache der Wandstärke des Zweigrohrs betragen, um die maximale Festigkeit der Verbindung zu erhalten. Normalerweise werden Überlappungsverbindungen in Rohranwendungen mit kleinem Durchmesser verwendet, wie sie in den HLKK, Automobil und anderen Industrien verwendet werden.
Die Zeit, die für die Herstellung eines Auslasses mit der T-DRILL-Methode benötigt wird, variiert je nach Rohrdurchmesser und Rohrmaterial zwischen Sekunden und Minuten. Im Gegensatz zu herkömmlichen Methoden, bei denen Werkzeuge in das Rohr eingeführt werden, wodurch sie, insbesondere in langen Rohren, schwierig zu lokalisieren sind, wird der T-DRILL Prozess vollständig von der Außenseite des Rohrs aus durchgeführt.

 S-56
S-56
 T-115
T-115
 S-56 FBH
S-56 FBH
Am häufigsten verwendet in:
Wann immer zwei Rohre miteinander verbunden werden müssen, ist T-DRILL die Antwort.
Der T-DRILL-Prozess ist ein patentiertes Verfahren zur Herstellung von Anschlüssen für Zweigverbindungen. Die Rohrverzweigung mit der T-DRILL-Methode wird auch Aushalsen oder mechanische T-Formung bezeichnet. Der einfache Begriff „T-DRILL T“ wird nicht selten für das Endresultat verwendet.


Stumpf geschweißte Verbindungen werden in der Regel bei Prozess-Rohrleitungen und schwereren Industrieanwendungen eingesetzt. Es sorgt für eine bessere Qualität der Innenoberfläche, welche wichtig für gute Fließeigenschaften und Sauberkeit ist. Das T-DRILL Aushalsverfahren produziert Anschlüsse für Zweigverbindungen direkt aus dem Laufmaterial. Der Prozess vom Loch schneiden bis zum Trimmen erfolgt an einem einzigen Arbeitsplatz, an einer Maschine außerhalb des Rohrs. Es ist kein Zugang vom Ende des Rohrs aus erforderlich.
Prozessschritte
Zuerst wird ein elliptisches Loch in das Rohr gefräst. Da im niedrigeren Teil mehr Material benötigt wird, um eine gute Kragenhöhe für das Stumpfschweißen zu erhalten, wird ein elliptisches Loch anstelle eines runden für die Pilotbohrung der Überlappungsverbindung verwendet. Nachdem die Pilotbohrung vorgenommen wurde, werden die Formstifte des Aushalskopfs ausgefahren und die Aushalsung entsteht. Dies wird durch automatische Schmierung und optimierte Umformung unterstützt. Dann wird der Kragen auf die gewünschte Höhe getrimmt, und das Zweigrohr wird an das Hauptrohr durch Stumpfschweißen angebracht.
Anwendungsbereiche
Typische Anwendungsgebiete liegen in der Lebensmittelverarbeitung, Pharma-, Papier- und Zellstoffindustrie, Fernwärmerohrleitungen, Edelstahl-Rohrsystemen, Wasseraufbereitung, im Schiffbau und bei konventionellen und nuklear-betriebenen U-Booten.
Welded Fittings vs T-DRILL Collaring & Flanging
Machines

SEC-115
Am häufigsten verwendet in:

Mehr Informationen über verschiedene Technologien:
Teilen auf Social Media
